Jiangsu Baodie Automation Equipment Co., Ltd.






Informazzjoni dwar il-Prodott
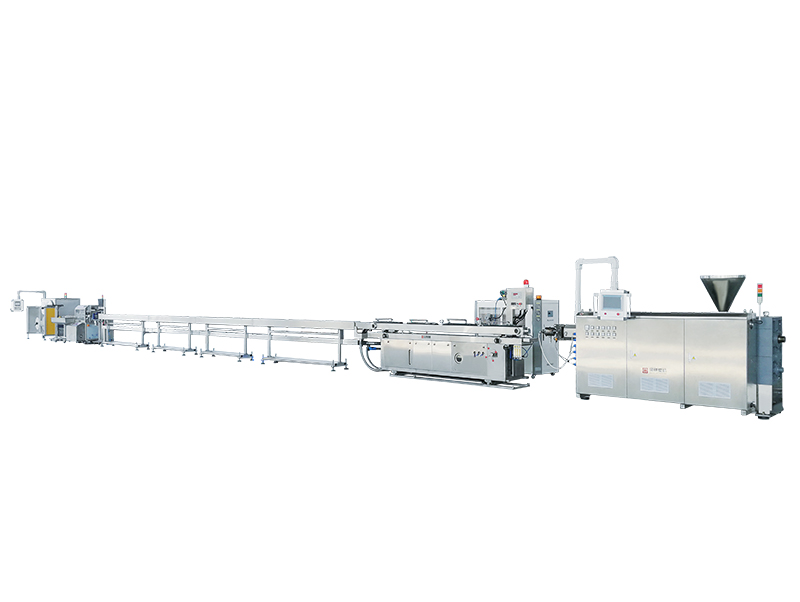
Abbażi ta' esperjenza prattika rikka u teknoloġija Ġappuniża, żviluppajna t-tielet ġenerazzjoni tal-linja ta' estrużjoni ta' tubi ta' preċiżjoni PA, li ġiet aċċettata b'mod wiesa' mill-klijenti tagħna mid-dar u minn barra.
L-utenti finali tagħna: CHINAUST Group, Sanoh Industrial, Arkema, HUATE Group, eċċ.

Tagħnavantaġġ




Karatteristiċi tat-Tagħmir
- Il-kamin PA (najlon) huwa kamin tat-taħlit tat-tip DSBM-T MADDOCK Barrier li jista' jadatta perfettament għall-materjal PA li għandu sensittività termali għolja, fluss u viskożità tat-tidwib, u b'hekk jiżgura plastifikazzjoni uniformi u effiċjenza għolja tal-ħruġ;
- Il-vireg tal-qalba u l-moffa huma magħmula mill-azzar tal-moffa Żvediż "ASSAB" S136, tħin ta' preċiżjoni, li jiżgura l-tleqqija tal-wiċċ tal-fluss intern u kontra l-korrużjoni. L-istruttura tal-moffa tadotta "tip volumetriku ta' pressjoni għolja", li hija inizjata mill-kumpanija tagħna, tista' tipprovdi estrużjoni stabbli u b'veloċità għolja għall-materjal tat-tubu b'varjazzjoni żgħira;
- Bit-teknoloġija l-ġdida ta' "kontroll awtomatiku preċiż tal-vakwu": is-sistema tal-vakwu u tal-ilma huma kkontrollati separatament. B'dan il-mod, nistgħu nikkoordinaw is-sistema ta' kontroll tal-bilanċ tal-ilma f'diversi livelli mas-sistema tal-vakwu, u niżguraw grad stabbli ta' vakwu, livell tal-ilma tat-tkessiħ u fluss tal-ilma.
- Sistema ta' kejl bil-lejżer ta' prestazzjoni għolja, li tifforma kontroll ta' feedback b'ċirkwit magħluq, u telimina d-devjazzjoni tad-dijametru onlajn;
- Puller mgħammar b'ċinturin sinkroniku reżistenti għall-użu b'ħafna saffi, mingħajr fenomenu ta' żliq. Trazzjoni tas-sewqan tar-romblu ta' preċiżjoni għolja, sistema ta' sewqan Servo YASKAWA jew sistema ta' sewqan AC ABB, jirrealizzaw ġbid estremament stabbli.
- Ibbażat fuq sistema ta' sewqan Servo, kontroll programmabbli Mitsubishi PLC tal-Ġappun u interface tal-kompjuter uman SIEMENS, il-cutter jista' jirrealizza qtugħ kontinwu ta' preċiżjoni, qtugħ tal-ħin, qtugħ tal-għadd tat-tul eċċ. It-tul tat-tqattigħ jista' jiġi ssettjat liberament, u l-ħinijiet tat-tqattigħ jistgħu jiġu ssettjati awtomatikament, li jistgħu jissodisfaw rekwiżiti differenti ta' qtugħ ta' tulijiet differenti.

Imut

Kmiem tal-kalibrazzjoni

Tank tat-tkessiħ bil-vakwu

Gauge tal-lejżer

Ġbid u cutter

Tank tal-ġbir

Magna tal-istralċ
Parametru Tekniku Prinċipali
| Mudell | Firxa tad-dijametru tal-pajp tal-proċess (mm) | Dijametru tal-viti (mm) | L/D | Qawwa prinċipali (KW) | Produzzjoni (Kg/siegħa) |
| SXG-45 | 3.0~12.0 | 45 | 30 | 15 | 18-30 |
| SXG-50 | 3.0~16.0 | 50 | 30 | 18.5/22 | 28-45 |
| SXG-65 | 3.0~20.0 | 65 | 30 | 37/45 | 55-85 |
| SXG-75 | 3.0~20.0 | 75 | 30 | 55/75 | 80-110 |
Speċifikazzjoni ta' PA Small Tube u Referenza tal-Istatus tal-Produzzjoni
| Dijametru estern (mm) | Veloċità tal-produzzjoni(m/min) | Preċiżjoni tal-kontroll tad-dijametru(≤mm) |
| 4.0 | 80-100 | ±0.05 |
| 6.0 | 60-80 | ±0.05 |
| 8.0 | 40-50 | ±0.08 |
| 10.0 | 25-40 | ±0.08 |
| 12.0 | 16-30 | ±0.10 |
| 14.0 | 12-20 | ±0.10 |
| 16.0 | 10-15 | ±0.12 |
Referenza tal-Preċiżjoni tat-Tqattigħ
| Tul tat-tqattigħ | ≤50mm | ≤500mm | ≤1000mm | ≤2000mm |
| Preċiżjoni tat-tqattigħ | ±0.5mm | ±1.0mm | ±2.0mm | ±3.0mm |
AKTAR
Prodotti Relatati
-

Kartun korrugat b'ħajt wieħed b'veloċità għolja PA/PE/PP/PVC...
-

Linja ta' Estrużjoni ta' Tubi Mediċi ta' Preċiżjoni
-

Linja ta' Estrużjoni ta' Tubi/Pajpijiet b'Dijametru Żgħir ta' Preċiżjoni
-
Linja ta' Estrużjoni ta' Tubi Mediċi tal-PVC b'Veloċità Għolja
-

Linja ta' Estrużjoni ta' Tubi ta' Preċiżjoni PU (Poliuretan)
-

Linja ta' Estrużjoni ta' Tubi tal-Plastik bil-Fluworin ta' Preċiżjoni